 手機直線:
手機直線: 谘詢熱線:0571-56211150
谘詢熱線:0571-56211150







現如今,國內外學者對擠壓-犁削刀具如何散熱這一問題給予了高度關注。熱管是通過液體的蒸發和凝結來傳遞熱量的,目前,微小型熱管在各個領域得到了廣泛運用。梁良、全燕鳴對熱管刀具的設計和散熱性能進行了測試,訾克明、陳勁鬆對熱管技術在高速幹切削加工中的應用進行了研究,劉誌軍、全燕鳴對熱管銑刀散熱的基本結構和關鍵參數進行了優化,周小青、孫濤、杜冬東、馬飛對ABAQUS旋轉熱管磨具進行了有限元分析。這些研究為微熱管技術的發展奠定了基礎。
根據得出點的位移分量用幾何方程算出應變分量,然後用物理方程算出應力分量。結構離散化、單元分析和整體分析這三步是有限元法分析的一般步驟。具體步驟為:①結構離散化。結構被離散成一定限製內很小的單元,然後通過節點銜接每個單元和單元與邊界。②建立整體剛度矩陣,構建整體平衡方程。③根據單元在全局坐標係中的位置,通過排列疊加,為不同的單元建立剛度矩陣,然後得出整體剛度矩陣Kσ的結構。④對節點載荷列陣組進行集成,使其作用在各單元上,從而求出整體載荷陣列P,最終列出節點的平衡方程。在單個節點受力平衡的基礎上,構建結構的整體平衡方程。
有限元模型的建立。當擠壓-犁削時,因為單齒刀具的前刀麵是對稱分布的,所以在反向作用力下的前刀麵會使工件前麵出現塑性變形。根據阻力最小原理,此刻在前刀麵的交匯處,即中間切削刃出現的金屬流動會發生幹涉現象,而中間切削刃從中將金屬切開分流是避免這一現象發生的唯一途徑。
選用了UG作為刀具的三維造型軟件,擠壓角為90°,然後優化建模,截取一個齒作為分析對象,並導入到Ansys Workbench中進行分析。
選擇了比較常用的W18Cr4V材料,其密度為8260 kg/m3,彈性模量為2.25×e5 MPa。根據材料屬性,在Engineering Data中修改了材料相應的屬性,如圖所示。
自動劃分網格主要是根據實體的幾何性自動檢測,對於那些可以自動掃掠的實體,就進行六麵體網格劃分。使用六麵體網格劃分方法可以減少單元的數量,提高運算效率。掃掠網格時,要在某個指定的方向上進行,然後生成六麵體或棱柱單元。掃掠網格對實體的要求比較嚴格,要求實體在某一個方向上具有相同的拓撲結構。
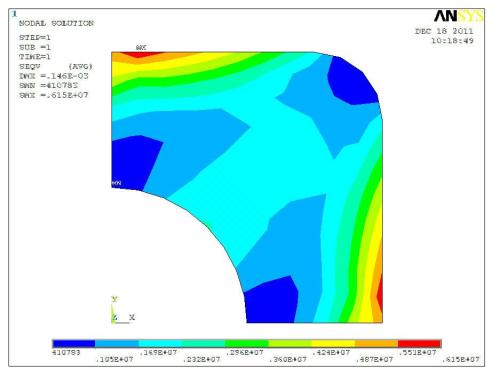
刀齒模型是擠壓-犁削刀具的一個刀齒,這裏選擇的加工工件材料為純銅,速度為51mm/s,擠壓-犁削深度為0.5mm,受力主要集中在刀刃上,有徑向力和軸向力,按犁削條件最惡劣的情況(Fx,Fz集中作用於切削刃部分)158 MPa進行模擬加載。加載時,在刀齒內部施加固定約束力。
通過對實際擠壓-犁削過程的有限元分析,得出了如下三個結論:①犁削力集中作用在刀齒的切削刃上,切削刃和刀尖的強度較大;②在犁削力的有限元仿真實驗中,刃部並沒有發生大的塑性變形,變形量也沒有超出範圍,說明犁削力不會影響加工精度,刀齒不會產生局部斷裂;③采用有限元分析方法提高了操作的準確度,為進一步凯发网址直营刀具提供了理論依據。
專業從事機械產品設計│有限元分析│CAE分析│結構優化│技術服務與解決k8 kaifa
杭州那泰科技有限公司
本文出自杭州那泰科技有限公司www.alllinkchina.com,轉載請注明出處和相關鏈接!